How Robotic Picking Systems Can Improve Cold Chain Distribution in Warehouses?
Robotic picking systems offer a transformative solution to enhance warehouse cold chain distribution, particularly for storing and handling fresh and frozen foods. These systems can significantly improve operational efficiency while ensuring product quality, safety, and compliance with stringent regulations. The critical warehousing conditions required to maintain the integrity of perishable goods, such as precise temperature control and humidity levels, can be meticulously managed by robots, reducing the risk of human error.
Moreover, the challenge of manual access in these demanding environments, where temperature extremes can pose health hazards to workers, can be mitigated by deploying robots unaffected by such conditions. Robotic picking systems thus represent a promising advancement in optimizing cold chain logistics, safeguarding food quality, and enhancing overall warehouse productivity.

▲Common Cold Chain Logistics and Storage Requirements:
Efficient storage of goods, whether raw materials, finished products, or perishable items, requires critical storage facilities and cold chain logistics.
• Temperature Control:Temperature control is paramount in storage facilities, especially for fresh and frozen foods. These facilities must be able to maintain specific temperature ranges to ensure the quality and safety of products. This requirement demands sophisticated Robotic picking systems and protective equipment for laborers who work in extreme temperature conditions, such as insulated clothing and temperature-monitoring devices, to ensure their safety and comfort.
• Humidity Control:Controlling humidity levels is essential to prevent moisture-related issues like mold growth, condensation, and product degradation. While some storage facilities may require higher humidity for specific products, others must maintain lower humidity levels to prevent moisture damage. Achieving the right balance can be challenging and may involve additional costs for equipment such as dehumidifiers or humidifiers and regular monitoring and maintenance to ensure optimal humidity conditions for stored items. These costs are necessary to protect the integrity and shelf life of the reserved goods.
•Sanitation and Hygiene:Maintaining a high sanitation and hygiene standard is non-negotiable in storage facilities, especially those handling food products. Storage facilities often require extra equipment and protocols to prevent contamination and comply with safety regulations. This includes regular cleaning and disinfecting storage areas, using food-grade materials for storage containers, and implementing pest control measures. Manual picking and storage inevitably increase the cost of maintaining hygienic conditions.
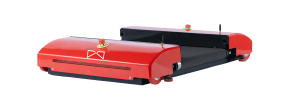
Are you considering warehouse robots to enhance its cold chain distribution? The HWArobotics’ SLS500 AS/RS Shuttle Robot System is the answer you’ve been searching for.
▲HWArobotics’ SLS500 Series — Buffering And Sorting AS/RS Shuttle Robot System:
The HWArobotics’ SLS500 AS/RS robotic picking systems is a cutting-edge solution that addresses cold chain distribution centers’ unique challenges. This advanced technology includes several features and advantages that can considerably improve warehouse operations and overall efficiency.
Advantages of Using the SLS500 AS/RS Shuttle Robot System for Warehouse:
⒈ Intelligent System:Using a first-in-first-out mechanism, the system enables fast, automatic replenishment and high storage and retrieval efficiencies. It is ideal for short-term storage and sorting large numbers of goods. Also, this system allows flexible layout adjustment according to customized needs.
⒉ Improved Efficiency:With its high-speed automation and efficient storage processes, the robotic picking systems allow faster order fulfillment and reduce lead times. A compound throughput efficiency of over 540 boxes per hour dramatically improves operational speed and productivity. This translates to improved customer satisfaction and a competitive edge in the market.
⒊ Reduced Manual Labor: In temperature-sensitive and hygiene-control areas, the robotic picking systems reduce the requirement for manual labor in cold chain distribution centers, lowering labor costs and the risk of human mistakes.
⒋ Enhanced Quality of Stored Goods: The SLS500 ensures that products retain quality and freshness throughout storage and retrieval by minimizing handling. This results in increased consumer satisfaction and fewer losses of products.
⒌ Cost-saving: Over time, the savings realized through reduced labor, improved space utilization, and lower error rates result in a significant return on investment (ROI) for implementing the SLS500 Robotic picking systems.
The HWArobotics‘ S LS500 Series is a game-changer for the fresh and frozen foods distribution industry. Its strengths lie in its advanced automation, high efficiency, and quality preservation capabilities. By ensuring consistent temperature levels, automating storage processes, and minimizing human involvement, it not only maintains the integrity of perishable products but also significantly improves efficiency and food safety, reducing labor costs and ultimately enhancing customer satisfaction.
With its proven track record, the HWArobotics’ SLS500 AS/RS robotic picking systems is suitable for high-frequency dispatch in manufacturing, distribution centers, assembly workshops, and warehouses for efficient transportation.
.






